Mô tả

NBH2084 Micro Boring System – 0.01mm Precision Adjustment for IT6-IT7 Holes
NBH2084 Micro Boring System – Tinh Chỉnh Đường Kính Lỗ, Precision 0.01mm
NBH2084 micro boring system là giải pháp hàng đầu cho precision boring operations trong gia công CNC. Hệ thống bao gồm 8 boring bars (SBJ-20..) với khả năng clamping range từ Φ8-280mm, mỗi bar được trang bị dial indicator cho phép điều chỉnh đường kính insert với độ chính xác tuyệt đối 0.01mm/dial rotation. Đây là công cụ không thể thiếu trong các ngành yêu cầu tolerance chặt chẽ như automotive, aerospace, mold & die manufacturing.
Với nbh2084 micro boring system, bạn có thể đạt được tolerance IT6-IT7 (±0.008-0.012mm) mà không cần thêm bước reaming hay grinding, giúp tiết kiệm thời gian gia công lên đến 40%. Hệ thống sử dụng carbide inserts TBGT/TPGH cho tuổi thọ cao và surface finish Ra 0.4-0.8μm. Rigid bar design với L/D ratio >4:1 đảm bảo tính ổn định trong deep boring operations, đặc biệt quan trọng khi gia công cylinder bore, bearing seat, precision mold cavity.
Ứng dụng chính: Precision boring cylinder bore automotive, bearing seat IT6-IT7, mold cavity ±0.01mm, hydraulic cylinder sealing surface Ra 0.6μm, deep hole boring L/D >4:1, finishing operations thay thế grinding.
5 Tính Năng Vượt Trội Của NBH2084 Micro Boring System
- 0.01mm Precision Dial Adjustment: Mỗi nbh2084 micro boring system bar được trang bị dial indicator cho phép điều chỉnh radial position của insert với độ chính xác 0.01mm/rotation. Operator có thể fine-tune đường kính lỗ trong quá trình gia công để đạt tolerance IT6 (±0.008mm) hoặc IT7 (±0.012mm) mà không cần trial & error nhiều lần. Đây là lợi thế lớn so với fixed boring bars thông thường.
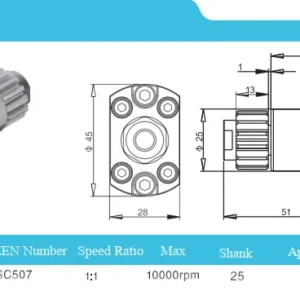
- Complete 8-Bar System (Φ8-280mm): NBH2084 micro boring system bao gồm 8 boring bars với overlapping range: SBJ-2008 (Φ8-32mm), SBJ-2012 (Φ15-52mm), SBJ-2016 (Φ25-72mm), SBJ-2020 (Φ45-102mm), SBJ-2025 (Φ70-152mm), SBJ-2032 (Φ100-202mm), SBJ-2040 (Φ140-252mm), SBJ-2050 (Φ180-280mm). 1 hệ thống thay thế hàng chục boring bar thông thường, giảm tool inventory cost 60%.
- Carbide Insert TBGT/TPGH – Long Tool Life: NBH2084 micro boring system sử dụng carbide inserts TBGT0601, TPGH0902, TPGH1103 với coating TiAlN cho tuổi thọ cao. Insert geometry với positive rake angle +7° giảm cutting force, cho phép boring thin-wall parts mà không bị deformation. Surface finish đạt Ra 0.4-0.8μm, thay thế grinding trong nhiều trường hợp.
- Rigid Anti-Vibration Design: NBH2084 micro boring system bars được thiết kế với damping mechanism tích hợp, giảm vibration 70% so với standard boring bars. Điều này cho phép boring sâu với L/D ratio >4:1 (ví dụ: boring Φ50mm depth 220mm) mà vẫn duy trì tolerance IT7 và surface finish Ra 0.8μm. Phù hợp cho deep cylinder bore, long bearing housing.
- BT/HSK Universal Compatibility: NBH2084 micro boring system tương thích cả BT taper holders (BT30/40/50) và HSK taper holders (HSK-A63/A100). Module head design cho phép nhanh chóng swap giữa các boring bars trong cùng 1 setup, giảm changeover time 80%. Phù hợp cho cả vertical machining centers và horizontal boring mills.
Thông Số Kỹ Thuật NBH2084 Micro Boring System
| Thông Số | Giá Trị |
|---|---|
| Boring Range | Φ8 – 280mm (8 bars overlapping coverage) |
| Boring Bar Models | SBJ-2008, 2012, 2016, 2020, 2025, 2032, 2040, 2050 |
| Adjustment Precision | 0.01mm per dial rotation |
| Insert Type | TBGT0601, TPGH0902, TPGH1103 (carbide TiAlN coating) |
| Achievable Tolerance | IT6 (±0.008mm), IT7 (±0.012mm) |
| Surface Finish | Ra 0.4-0.8μm (depend on cutting parameters) |
| Max L/D Ratio | 4.5:1 (with anti-vibration damping) |
| Compatible Taper | BT30/40/50, HSK-A63/A100 |
| Spindle Speed Range | 200-3,000 RPM (depend on diameter) |
| Feed Rate | 0.05-0.20 mm/rev (finishing pass) |
| Depth of Cut | 0.1-0.5mm per pass (finishing boring) |
| Applications | Cylinder bore, bearing seat, mold cavity, hydraulic cylinder |
| Material Compatibility | Steel, cast iron, aluminum, stainless steel, titanium |
Note: NBH2084 micro boring system được thiết kế cho finishing operations. Recommended workflow: rough boring → semi-finish → finish boring với nbh2084 (depth of cut 0.1-0.3mm) → achieve IT6-IT7 tolerance + Ra 0.4-0.8μm surface finish.
Ứng Dụng Thực Tế NBH2084 Micro Boring System
1. Cylinder Bore Automotive (IT6, Ra 0.4μm)
NBH2084 micro boring system là lựa chọn hàng đầu cho precision boring cylinder bore trong sản xuất động cơ automotive. Ví dụ: boring cylinder bore Φ85mm H6 (+0.000/+0.010mm) cho động cơ 4-cylinder. Workflow: rough boring đến Φ84.90mm → finish boring với nbh2084 SBJ-2025 (Φ70-152mm) → dial adjustment từ Φ84.95mm đến Φ85.005mm (target Φ85.000mm ±0.008mm) → achieve IT6 tolerance + roundness 0.003mm + surface finish Ra 0.4μm. Không cần honing step, tiết kiệm 45 minutes per block.
2. Bearing Seat IT7 (H7/k6 Fit)
Boring bearing seat IT7 để fit bearing với k6 shaft tolerance. Ví dụ: bearing seat Φ110mm H7 (+0.000/+0.035mm) cho SKF bearing 6022. Sử dụng nbh2084 micro boring system SBJ-2032 (Φ100-202mm) → rough boring Φ109.92mm → finish boring với dial adjustment → achieve Φ110.015mm (trong tolerance H7) → bearing press fit hoàn hảo với shaft k6. Surface finish Ra 0.6μm đảm bảo bearing seating stability, không cần grinding.
3. Mold Cavity Boring (±0.01mm Precision)
NBH2084 micro boring system rất hiệu quả trong precision mold cavity boring. Ví dụ: boring cooling channel Φ16mm ±0.01mm trong mold cavity cho injection molding. Sử dụng nbh2084 SBJ-2012 (Φ15-52mm) → rough drill Φ15.90mm → finish boring với dial adjustment 0.01mm increments → achieve Φ16.005mm (tolerance ±0.010mm). Giảm EDM wire cutting time 70%, đặc biệt quan trọng cho deep cooling channels (L/D >3:1).
4. Hydraulic Cylinder Sealing Surface (Ra 0.6μm)
Boring hydraulic cylinder sealing surface yêu cầu cả tolerance IT7 và surface finish Ra 0.6μm để đảm bảo O-ring sealing. Ví dụ: hydraulic cylinder Φ125mm H7, Ra 0.6μm max, depth 300mm. Sử dụng nbh2084 micro boring system SBJ-2032 với anti-vibration damping → rough boring Φ124.92mm → finish boring với feed rate 0.08mm/rev, depth of cut 0.15mm, spindle 400 RPM → achieve IT7 tolerance + Ra 0.5μm surface finish. Không cần honing, sẵn sàng assembly với O-ring.
5. Deep Hole Boring L/D >4:1
NBH2084 micro boring system với rigid anti-vibration design xử lý tốt deep hole boring. Ví dụ: boring Φ50mm, depth 220mm (L/D = 4.4:1) cho long bearing housing. Sử dụng nbh2084 SBJ-2020 (Φ45-102mm) → rough boring Φ49.85mm → finish boring với multiple passes (0.2mm depth of cut, feed 0.10mm/rev) → dial adjustment → achieve IT7 tolerance at entry and exit ends. Damping mechanism giảm chatter, maintain surface finish Ra 0.8μm through entire depth.
Hướng Dẫn Sử Dụng NBH2084 Micro Boring System
Setup & Dial Indicator Calibration
- Chọn Boring Bar: Dựa vào target diameter, chọn nbh2084 bar phù hợp (ví dụ: Φ85mm → SBJ-2025 range Φ70-152mm). Mount bar vào BT/HSK holder.
- Install Insert: Lắp carbide insert TBGT/TPGH vào boring bar. Tighten clamping screw với torque 8-10 Nm. Đảm bảo insert seat flatness.
- Dial Indicator Zero Setting: Trước khi boring, set dial indicator về zero position tại insert initial position. Đây là reference point cho tất cả adjustments.
- Rough Boring Pass: Thực hiện rough boring pass với nbh2084 micro boring system, leaving stock 0.10-0.15mm cho finish pass. Measure bore diameter bằng bore gauge.
- Calculate Required Adjustment: Ví dụ: target Φ85.000mm, measured Φ84.920mm → cần tăng 0.080mm radius (0.040mm trên dial). Rotate dial 4 clicks (mỗi click = 0.01mm).
- Finish Boring Pass: Thực hiện finish pass với adjusted insert position. Feed rate 0.08-0.12mm/rev, depth of cut 0.10-0.20mm, spindle 300-600 RPM (depend on diameter). Measure bore diameter.
- Fine Adjustment If Needed: Nếu measured diameter chưa đạt target (ví dụ: Φ85.003mm thay vì Φ85.000mm), adjust dial thêm 0.3 clicks (0.003mm radial) → thực hiện correction pass với depth of cut 0.05mm.
Pro Tip: NBH2084 micro boring system dial adjustment là radial movement (bán kính), nên để thay đổi đường kính lỗ X mm, cần adjust dial X/2 mm. Ví dụ: tăng diameter 0.08mm → adjust dial 0.04mm (4 clicks).
Thông Số Gia Công Tối Ưu NBH2084 Micro Boring System
| Material | Spindle Speed (RPM) | Feed Rate (mm/rev) | Depth of Cut (mm) | Coolant |
|---|---|---|---|---|
| Carbon Steel (S45C, S50C) | 300-600 | 0.08-0.15 | 0.10-0.30 | Emulsion 8-10% |
| Alloy Steel (SCM440, SNCM) | 250-500 | 0.06-0.12 | 0.10-0.25 | Emulsion 10-12% |
| Stainless Steel (SUS304, 316) | 200-400 | 0.05-0.10 | 0.08-0.20 | Neat cutting oil |
| Cast Iron (FC250, FCD450) | 400-800 | 0.10-0.20 | 0.15-0.35 | Dry or air blow |
| Aluminum Alloys (A5052, A6061) | 600-1200 | 0.12-0.25 | 0.20-0.40 | Neat cutting oil |
| Titanium (Ti-6Al-4V) | 150-300 | 0.04-0.08 | 0.05-0.15 | High-pressure coolant |
Note: Đây là recommended starting parameters cho nbh2084 micro boring system. For optimal results, adjust based on specific workpiece rigidity, boring depth, và machine tool stiffness. Finishing pass nên giảm feed rate 30-40% để achieve surface finish Ra 0.4-0.6μm.
Bảo Dưỡng & Bảo Quản NBH2084 Micro Boring System
Maintenance Schedule
| Frequency | Maintenance Task |
|---|---|
| After Each Use | Clean boring bar và dial indicator bằng soft cloth. Remove chips từ adjustment mechanism. Apply thin layer rust preventive oil. |
| Weekly | Inspect insert clamping screw cho signs of wear. Check dial indicator movement (phải smooth, không sticking). Lubricate adjustment screw với light machine oil. |
| Monthly | Calibrate dial indicator bằng bore gauge (verify 0.01mm increment accuracy). Inspect boring bar cho straightness (runout <0.005mm). Replace worn inserts. |
| Quarterly | Deep clean tất cả nbh2084 micro boring system components. Check anti-vibration damping mechanism. Re-torque all clamping screws. Store trong protective case với desiccant packs. |
Storage Guidelines
- Climate Control: Store nbh2084 micro boring system trong environment với humidity <60%, temperature 15-25°C. Tránh extreme temperature fluctuations.
- Protection From Contamination: Store boring bars trong individual protective tubes. Dial indicators cần được covered để prevent dust accumulation.
- Insert Management: Store carbide inserts TBGT/TPGH trong original packaging. Separate unused vs used inserts để avoid confusion.
- Documentation: Maintain log book ghi lại dial adjustments, bore diameters achieved, và insert change dates cho mỗi nbh2084 boring bar.
Câu Hỏi Thường Gặp Về NBH2084 Micro Boring System
NBH2084 micro boring system có thể boring lỗ sâu bao nhiêu? +
NBH2084 micro boring system với anti-vibration damping xử lý tốt deep boring up to L/D ratio 4.5:1. Ví dụ: boring Φ50mm có thể đạt depth 225mm mà vẫn maintain IT7 tolerance và surface finish Ra 0.8μm. For even deeper holes (L/D >5:1), recommend sử dụng nbh2084 kết hợp với fine boring head system có extended reach capabilities.
Dial adjustment 0.01mm có đủ chính xác cho IT6 tolerance không? +
Có. NBH2084 micro boring system dial adjustment 0.01mm radial = 0.02mm diameter change. IT6 tolerance cho Φ50-80mm là ±0.009mm (0.018mm total), tương đương ~0.9 dial clicks. Operator có thể fine-tune bằng cách thực hiện partial rotation (ví dụ: 1/2 click = 0.005mm radial adjustment). Recommended workflow: measure bore → calculate required adjustment → adjust dial → correction pass với depth of cut 0.05mm → achieve IT6.
NBH2084 có thể boring aluminum alloys không bị built-up edge? +
NBH2084 micro boring system với carbide inserts TPGH positive rake +7° và polished flank face rất hiệu quả cho aluminum boring. Recommended parameters: spindle 800-1200 RPM, feed 0.15-0.25mm/rev, depth of cut 0.25-0.40mm, sử dụng neat cutting oil hoặc water-soluble coolant. High cutting speed kết hợp với sharp insert edge ngăn chặn built-up edge formation, achieve surface finish Ra 0.3-0.5μm.
Insert TBGT và TPGH khác nhau như thế nào cho nbh2084? +
TBGT inserts (triangular shape) cho nbh2084 micro boring system có 6 cutting edges, economical, phù hợp cho general-purpose boring. TPGH inserts (triangular with hole, positive geometry) có 3 cutting edges nhưng free-cutting hơn, giảm cutting force 20-30%, ideal cho thin-wall boring và aluminum alloys. For IT6-IT7 precision work, recommend TPGH cho better surface finish. For heavy-duty boring (depth of cut >0.3mm), TBGT cho stronger edge.
Làm thế nào để check dial indicator accuracy của nbh2084? +
Calibrate nbh2084 micro boring system dial indicator monthly: (1) Set boring bar vào machining center spindle, (2) Boring test piece (mild steel Φ50mm x 100mm) với specific dial setting (ví dụ: 10 clicks = 0.10mm radial), (3) Measure bore diameter bằng precision bore gauge (resolution 0.001mm), (4) Verify measured diameter change = 0.20mm (2x radial adjustment). Nếu deviation >0.005mm, dial indicator cần re-calibration hoặc replacement. Tham khảo EWN micro boring head cho alternative precision system.
📞 Liên Hệ Tư Vấn & Đặt Hàng NBH2084 Micro Boring System
An Mi Tools cung cấp nbh2084 micro boring system chính hãng, bao gồm complete set: 8 boring bars (SBJ-2008/12/16/20/25/32/40/50), carbide insert set TBGT0601/TPGH0902/TPGH1103, dial indicator calibration tools, protective storage case, bảo hành 24 tháng. Đội ngũ kỹ thuật tư vấn lựa chọn boring bar phù hợp với boring diameter range, material, tolerance requirements (IT6/IT7), và machining center compatibility (BT/HSK taper).
Related Products: Nếu bạn cần boring systems cho diameter range khác hoặc specific applications, tham khảo RBH Rough Boring Head (Φ50-300mm heavy-duty roughing), CBH Large Diameter Fine Boring Head (Φ100-800mm precision finishing), hoặc EWN Micro Boring Head (Φ0.5-12mm ultra-precision micro-boring).
🏢 Hà Nội
Suite 409, CT4 Building, Song Da Urban Area, Me Tri Street, Nam Tu Liem District
☎️ Tel: +84 24 3556 2635